Seam weld: definition, types, and importance in geocell
Strong seams are essential in a geocell setup, whether it’s for reinforcement, erosion control, or soil confinement. Because the quality of connections between geosynthetic materials directly affects long-term performance. When welds are consistent and tested, the geocell structure stays stable and durable. At Strata Geosystems, we treat seam welding as a key design function in StrataWeb® geocell—one that defines the system’s overall integrity and longevity. StrataWeb® uses ultrasonic welding exclusively, producing consistent, high-strength seams that maintain service life even under demanding site conditions.
What is seam welding?
A seam weld is a continuous bond formed by heat fusion or extrusion that joins two or more sheets, strips, or layers of geosynthetic material into a single functional unit. In geocells, these welds form the junctions where polymer strips join to create the honeycomb matrix. The welded seam helps the material perform as designed under tensile and environmental stresses by letting stresses transfer evenly across the material.
In practice, this welded junction keeps the cellular structure intact and maintains slope lining stability where geocells are used. Unlike spot welds, which connect at discrete points, seam welds form a continuous or closely spaced bond. This creates uniform strength and consistent confinement along the geocell junctions.
Any discontinuity—a weak seam, air pocket, or misaligned weld—compromises confinement, stability, or load distribution. Over time, these defects raise maintenance costs and increase failure risk.
Why does seam welding matter?
Through decades of design and field experience, we’ve observed that geocell systems with validated, well-tested seam welds outperform those relying on visual checks or unverified joints. Strata’s manufacturing and on-site welding practices assure each seam matches or exceeds the tensile strength and peel strength of the parent material. (raw geosynthetic polymer material before welding). This means the joined sections of geocells won’t be the weak spots in the finished project. Proper seam welding ensures:
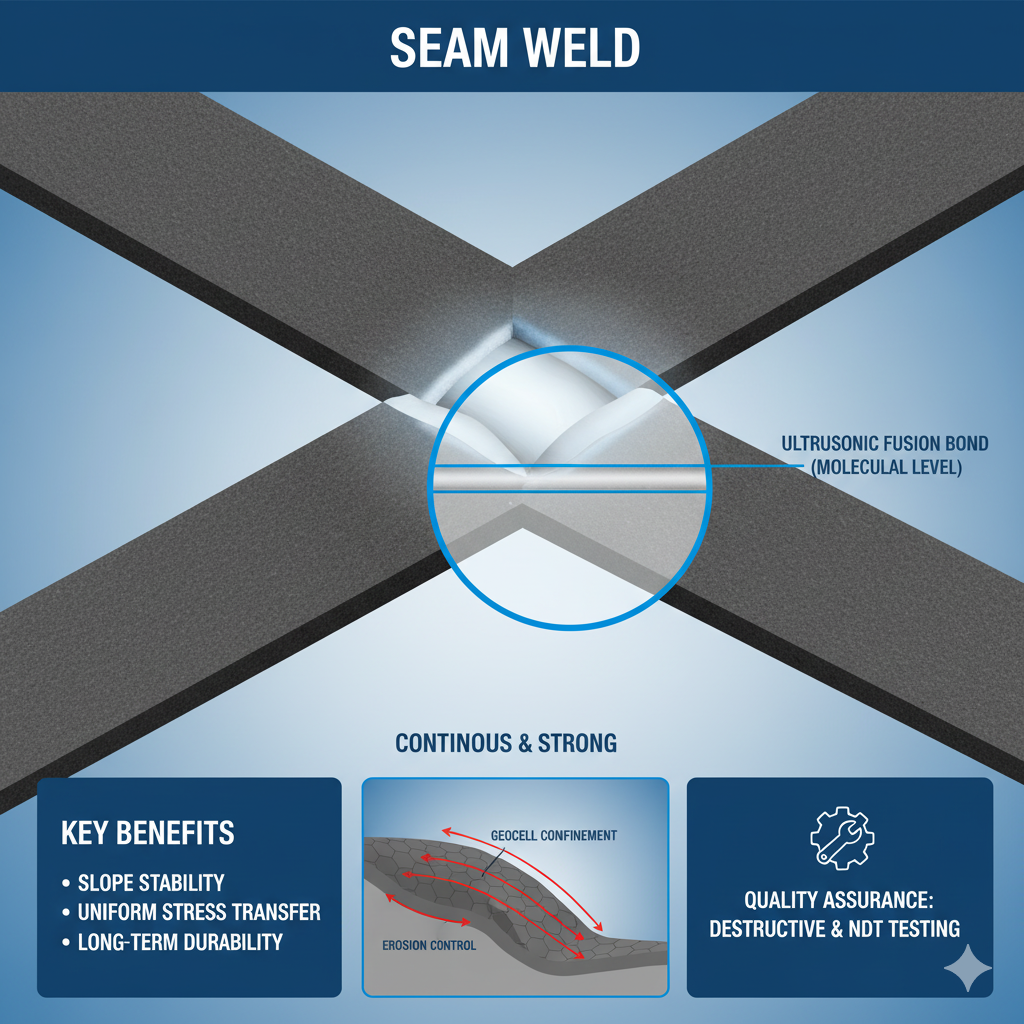
- Superior joint strength: A properly welded seam develops a fusion bond at the molecular level. Also, heat welding melts and fuses the polymer chains, producing a joint as strong as the parent material.
- Slope stability and erosion control: For slope protection applications, geocells act as an integrated erosion control matrix. Seam welds maintain the shape and confinement of each pocket, preventing soil washout during rainfall or surface runoff.
- Sustainability and material efficiency: By cutting overlaps and material waste, seam welding saves polymer and transport. Factory-welded geocell panels mean less cutting and fewer joints on-site, lowering emissions and speeding up projects.
- Uniform stress distribution: Because of the uniform welded interface in the honeycomb cellular confinement structure, stress transfer between layers of geocells is even and predictable. This reduces localized strain or failure zones. Strong welds hold the geometry, maintain the cell shape, and prevent shear displacement even under heavy dynamic loading.
- Long-term durability: Maintains tensile capacity over long service lives, resisting creep and environmental degradation.
Types of seam welding techniques
At Strata Geosystems, we pick the seam welding technique based on both the geosynthetic type and the performance expectations of the project.
Ultrasonic welding:
Applied in StrataWeb® geocells, ultrasonic welding uses high-frequency vibration to produce localized heat that fuses thermoplastic strips—typically HDPE or similar polymers. The vibration melts the interface, bonding the layers without adhesives or external heating elements. This technique confirms high peel strength, consistent weld spacing, and superior load transfer—critical for slope stability and confinement performance.
Compared with thermal or extrusion welding, ultrasonic welding offers several advantages:
- Minimal heat-affected zone, preserving the base HDPE’s mechanical and environmental resistance properties.
- Rapid processing speeds which enhance production efficiency and quality control.
- Superior environmental durability, as ultrasonic welds maintain integrity even under repeated thermal cycling, UV exposure, and chemical attack.
Seam welding in StrataWeb® geocells
StrataWeb® geocells are produced using advanced interval welding of HDPE strips. The material’s high environmental stress crack resistance (ESCR) prevents brittleness. It also ensures that welds remain intact over the structure’s service life.
In StrataWeb®, every cell junction is ultrasonically welded at precise intervals (commonly between 300–450 mm as per design). Each weld must withstand shear and peel forces without separation.
The quality of this weld is what gives StrataWeb® its ability to retain infill under high stress and during dynamic loading—whether used for slope protection, retaining structures, or subgrade reinforcement. The welded seams prevent panel deformation and ensure uniform load transfer across the honeycomb matrix.
Seam consistency means faster installation, greater reliability, and minimal long-term maintenance—critical advantages for infrastructure, erosion control, and landfill applications.
Quality assurance of seam weld
At Strata Geosystems, seam welding quality for geocells is never left to assumption or mere visual checks. Every weld undergoes destructive testing, where select sections are cut open to verify internal bonding integrity. For a deeper evaluation, nondestructive testing (NDT) techniques such as ultrasonic testing are used. It detects hidden flaws or inconsistencies that visual inspection can’t reveal. Non-conforming panels are rejected immediately. We’ve seen across projects that inadequate quality assurance often leads to premature system failure—something Strata’s QA protocols are specifically designed to prevent.
Strata’s QA/QC process is aligned with ASTM and ISO standards and validated by global accreditation agencies such as GAI-LAP and NABL. Each seam weld in the geocell undergoes routine verification during production and before dispatch.
Common field challenges and Strata’s approach
- Temperature variations during welding affect weld fusion. Strata’s automated systems maintain precise temperature control regardless of ambient conditions.
- Moisture and dust contamination compromise bond quality. On-site supervision ensures proper surface cleaning and dry conditions.
- Inconsistent overlap or pressure leads to weak joints. Strata’s equipment ensures uniform roller pressure and documented QC logs.
- Improper alignment in wide panels—Resolved by factory prefabrication of panels with calibrated seam welds, minimising field joints.
These small details, when overlooked, often become large maintenance headaches. Strata’s integrated supply-and-installation model removes that risk by maintaining end-to-end control over material, process, and testing.
FAQs?
What is the difference between a seam weld and a fillet weld?
A seam weld in HDPE geocells is a continuous thermal bond that joins adjacent strips to form the cell structure. It is a structural connection, designed for tensile strength and load transfer. A fillet weld is a localized weld made at the edge or corner of two polymer layers, used to reinforce joints or repair specific sections.
When is a seam weld used?
Seam welds in StrataWeb® geocells are used to provide mechanical strength and confinement, ensuring that adjoining geocell strips act as a single, structurally stable unit.